Aluminum heat treating is a specialized process that transforms ordinary aluminum into high-performance material used in critical aerospace and defense applications. Here, Dan Erb, owner of Jones Metal, discusses what makes aluminum heat treating so unique, the science behind it, and why proper controls matter when lives depend on your work.
How Aluminum Heat Treating Differs from Other Metals
Aluminum heat treating works completely differently than processes used for other metals. While vacuum ovens are used for high-end stainless steel, inconels, and titaniums at temperatures up to 2500 degrees, aluminum uses what’s called a drop bottom furnace at much lower temperatures.
“Aluminum heat treating is all about hardening the material,” Dan explains. “Where vacuum heat treating often softens material and takes stress out, with aluminum, you’re actually hardening it. This allows for thin-wall aluminum components with less weight while maintaining tough, rigid properties.”
This hardening process is critical for aerospace applications where the wings, frames, and other components are made from heat-treated aluminum in a T6 hardened condition. The process creates lightweight yet strong components that can withstand extreme conditions.
The Aluminum Heat Treating Process
The aluminum heat treating process involves raising the material in a basket into a furnace heated to 985°F and holding it there for approximately one hour. Then, the bottom of the furnace opens, and the basket drops into a quenching solution.
“There’s a discipline to getting the right temperature and the right length of time,” Dan notes. “It’s not just enough to put your parts up into a furnace at 985 degrees. You have to make sure the parts actually reach 985 degrees, so the clock doesn’t start until the material gets to that temperature.”
This precision is maintained through temperature sensors placed throughout the basket. Once the material reaches the target temperature, it’s held there for an hour before dropping into the quench solution.
The Quenching Process
The quenching stage is where the real art of aluminum heat treating comes into play. When aluminum first comes out of the furnace, it’s very soft and susceptible to damage. The fixturing and positioning of parts in the basket is crucial.
“If you don’t fixture it right or place it in there right, the aluminum could hit the quench and bang into something, causing dents or changing its shape,” Dan explains. “Trapping air is the enemy. If air gets trapped during quenching, one side of the material cools while another stays hot, causing the part to warp like a potato chip.”
A separate hot water quench system may be needed for certain materials and specifications. Hot water quenching offers versatility to meet different heat treating requirements for various applications.
From O Condition to T6: Aluminum Hardening Stages
The aluminum heat treating process creates several distinct material conditions:
- O Condition: The softest state of aluminum.
- W Condition: The state immediately after quenching from the furnace.
- T4 Condition: A semi-hard state that occurs after natural aging.
- T6 Condition: The fully hardened state achieved through oven aging.
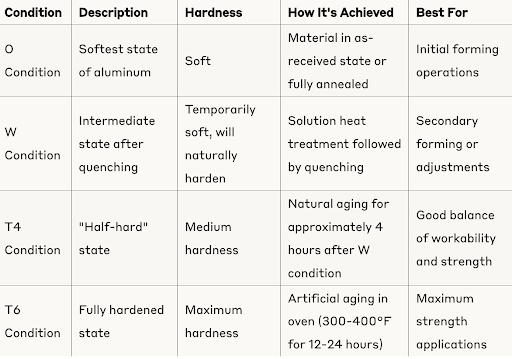
When aluminum first comes out of the furnace and quench, it’s in what’s called a W condition. It’s still soft but on its way to hardening. Leaving the aluminum in open air for about four hours will cause the metal to naturally go to a T4 condition.
This creates a critical window for any additional forming. “If you need to rework the part, you need to do that while it’s still in the W condition,” explains Dan. “Because if you wait until it air ages to T4, it’s very difficult to get it to move.”
However, it is possible to maintain the W condition for shipping or delayed processing by freezing the parts. By putting the material in the freezer, you lock it in the W condition. Then, you don’t take it out of the freezer until you’re ready to work with the part.
To achieve the fully hardened T6 condition, parts must go through an aging process in an oven. The aging oven runs at about 300-400 degrees for 12-24 hours, depending on the material and thickness. Once the part reaches T4 condition, it won’t move anymore.
NADCAP Aluminum Heat Treating: Why Controls Matter
Heat treating is considered a special process because you can’t simply look at a heat-treated part and tell if it was done correctly, making strict controls essential. Not knowing if a part is wrong can have catastrophic consequences, especially in the aerospace and defense industries.
“NADCAP aluminum heat treating means you have very tight controls over your process. You’re producing good parts today, tomorrow, next month, next year because you’re monitoring the performance of the equipment,” Dan says. “If it’s not within a very tight range of performance, we’ll put in a basket with temperature sensors in different parts to ensure consistency.”
Common Heat Treating Mistakes to Avoid
When selecting a heat treating provider or considering heat treating for your project, avoiding these common mistakes can save time, money, and ensure quality results:
Choosing Based on Price Alone
The cheapest option often leads to the most expensive problems and serious delays. Some heat treating companies may quote attractive lead times but deliver months late.
Ignoring Quality Controls and Certifications
Not all heat treaters maintain the same standards. Look for providers with proper certifications and ask about their quality control processes. Companies without adequate controls may return parts that look like “potato chips” due to improper fixturing and quenching techniques.
Poor Communication and Planning
Choose a provider who asks detailed questions upfront and maintains clear communication throughout the process. Companies that don’t thoroughly understand your requirements are more likely to encounter problems during processing.
Inadequate Packaging and Handling
The aluminum heat treating process requires careful handling to prevent damage. Ensure your provider has experience with protective packaging and handling techniques, especially for soft aluminum components that are susceptible to scratches and dents.
Not Understanding Lead Time Variables
Different materials and final conditions (T4 vs. T6) have different processing requirements. Some materials require days of natural aging before testing can occur. Work with a provider who clearly explains these variables upfront.
How to Choose the Right Heat Treatment
The selection of heat treatment parameters isn’t a matter of choice—it’s dictated by industry standards and engineering requirements.
Following Industry Standards
“We have no flexibility on how to run your parts to the AMS 2770 standard,” Dan explains. “It’s almost like a cookbook that specifies exact time, temperature, and equipment requirements.” This standardization ensures consistent, reliable results across all aerospace and defense applications.
The process is highly regulated:
- Precise temperature control within tight ranges
- Specific hold times at target temperatures
- Certified equipment monitored monthly by outside auditors
- Documentation requirements for traceability
Custom Specifications
While standard processes are non-negotiable, customers can specify parameters beyond standard requirements on their purchase orders. However, Jones Metal will only certify to the customer’s specifications rather than AMS 2770 standards when deviating from established procedures.
Working with Metallurgists
For applications requiring non-standard treatments, work with qualified metallurgists who can determine appropriate parameters in consultation with your end customer. Jones Metal follows specifications but doesn’t employ metallurgists to recommend treatments beyond established standards.
Material Considerations
Your material choice determines available heat treatment options:
- Heat-treatable alloys (6061, 2024, 7075): Can achieve various hardened conditions.
- Non-heat-treatable alloys (1100, 3003): Cannot be strengthened through thermal treatment.
- Forged vs. sheet material: May have different processing requirements.
The key is working with experienced providers who understand both the science and the standards governing heat treatment processes.
Contact Jones Metal for Your Aluminum Heat Treating Needs
With over 100 years of experience and NADCAP certification, Jones Metal brings unmatched expertise to your aluminum heat treating requirements. Our process controls, specialized equipment, and highly trained technicians ensure consistent, reliable results for even the most demanding applications.
Contact Jones Metal today to discuss your aluminum heat treating needs and discover why leading aerospace and defense contractors trust us with their most demanding components.